综合检具
综合检具

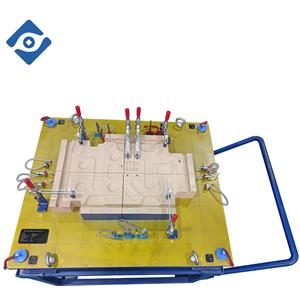
1. 底板:用于加载所有检测所需的零件,从而移动整个检具。
2. 测量基准套筒:三个测量基准套筒用作检具加工后的检验测量基准。
3. 支撑:在支撑上安装了一个夹具(未显示),用于夹紧零件并将其紧密定位。
4. 基准/定位块:精确定位被检零件。
5. 零件:待检测的零件。
6. 支撑柱:加载和定位销和套筒。
7. 螺栓销:通过推拉螺栓销可以检测零件圆柱外表面的位置误差。
8. 螺栓套筒:精确定位螺栓销。
9. 测量块:活动销(编号11)带动测量块进行检测。
10. 测量座:加载和定位测量块和活动销。
11. 活动销:通过操作活动销,可以检测零件压力板底面的剖面误差。
检具的底板和支撑采用铝合金制造,螺栓销采用淬火回火钢制造,表面光滑清洁。为保持润滑,给螺栓涂抹润滑脂。
检具的使用方法
将检具平放在工作台上,将检具的螺栓销7和活动销11复位,并打开支撑3上的夹具。
取出零件,将零件的前法兰块夹入基准块4中,并用支撑3上的夹具压紧。
旋转螺栓销7,使螺栓7上的导销卡入导槽并下降。如果螺栓能顺利插入待测连接器,则证明连接器位置合格。
将活动销11向左推,活动销可以向下移动。同时,沿着测量块9的平面方向,目测观察零件压力板底面与测量块9的位置关系。如果压力板底部的所有位置都看不见,则表明压力板底部的剖面公差合格。
如果以上所有操作都能顺利完成,则管组件合格,检测结束。
检具的应用
测量系统分析(MSA)显示,检具符合管组件的检验要求,每10秒可以检查一个工件。它应用于管组件的整个检查过程,实践证明,检具操作简单可靠,完全满足使用要求。每检测5万件或使用半年后,需要进行全面尺寸复检。